Description
Jiangsu Liangyi is professional manufacturer of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 open die forging parts and seamless rolled steel forged rings from china
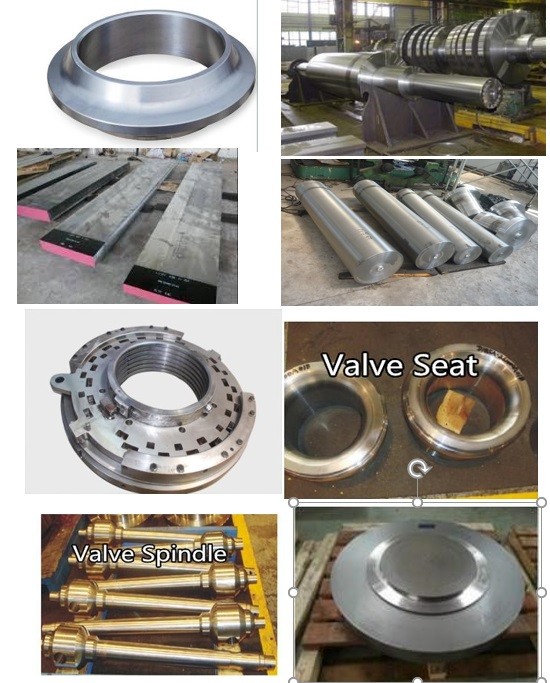
Following is the shape of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 forging steel material that we could do is:1.2779 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,1.2779 Forged forging steel rings seamless rolled rings,1.2779 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,X6NiCrTi26-15 Forged Forging Steel Discs Disks Blocks plates,1.2779 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
1.2779 is not a classic hot work tool steel, but a hardenable steel with an austenitic structure. Compared to quenched and tempered steels, the material does not generate its strength through a hardening structure with high carbon content and secondary hardening carbides, but through the precipitation of intermetallic phases from a tough austenitic matrix.1.2779 (X6NiCrTi26-15) has proved to be ideally suited for many tool steel applications in cold and hot work (e.g., for extrusion liners) up to 750 °C and is therefore an economic alternative to superior nickel base alloys.
Following is forging products of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 material that is used in following industry
1.2779 forged forging Electromagnetic Stirring Rolls Rollers for continuous casting machine
1.2779 Forging Copper brass Extrusion Dies, extrusion die case
1.2779 Forging forged Copper Aluminum Magnesium Extrusion Presses Container Liners Inner Intermediate Liners
1.2779 Forging Hot shear blades in rolling lines.
The raw material OF1.2779 FORGING Parts can be manufactured according to one of these three methods:
Method A: Air melt and vacuum refined (AM/VR),
Method B: Vacuum induction melted and vacuum arc refined (VIM/VAR).
Method C: Air melt and vacuum arc refined (AM/VAR).
FOllowing is chemical compostion of 1.2779 forged parts
Carbon, C (%): ≤ 0.08
Silicon, Si (%): ≤ 1.00
Manganese, Mn (%): ≤ 2.00
Phosphorus, P (%)≤: 0.030
Sulfur, S (%)≤: 0.030
Chromium, Cr (%): 13.5 ~ 16.0
Molybdenum, Mo (%): 1.00 ~ 1.50
Vanadium, V (%): 0.10 ~ 0.50
Nickel 24.0 ~ 27.0,
Titanium 1.90~2.30,
Boron 0.003~0.010
Following of 1.2779 forging parts heat treatment methods and mechanical property Delivery condition :
Soft annealing Temperature: 970 – 990 °C, 1 hrs
Cooling: air
Hardness: 850 MPa
Tempering Temperature: 710 – 730 °C, 16 hrs
Hardness: see tempering curve
Solution annealed or solution annealed and aged with following values:
0.2% yield strength Rp0,2 mind.: 650 MPa
Tensile strength Rm: 950 – 1150 MPa
The mechanical testing shall be performed on the qualification on its QTC representing the heat and heat treatment lot in accordance with ASTM A370, ASTM E8 or ISO 6892-1.
Hardness testing shall be in accordance with:
— ISO 6506-1 or ASTM E10, or
— ISO 6508-1 or ASTM E18.
—ISO 6507-1 or ASTM E384 maybe used if ISO 6506-1 or ISO 6508-1 cannot be applied due to size, accessibility, or other limitations.
CVN impact testing shall be in accordance with ASTM E23 or any equivalent specification
All our forged 1.2779 forged parts will be done in following test
Tensile testing
Charpy Testing (-320°F to +350°F)
Hardness testing
Macro-etching
Non-Destructive Test Capabilities to Military and Commercial Standards (ASNT)
Level III / Test Examiner
Level II inspectors qualified to perform
Ultrasonic testing
Liquid penetrant inspection
Magnetic particle inspection
Dimensional/visual inspection
Metrology laboratory (dimensional)
Pyrometry laboratory (temperature) forged parts will be done in following test
Tensile testing
Charpy Testing (-320°F to +350°F)
Hardness testing
Macro-etching
Non-Destructive Test Capabilities to Military and Commercial Standards (ASNT)
Level III / Test Examiner
Level II inspectors qualified to perform
Ultrasonic testing
Liquid penetrant inspection
Magnetic particle inspection
Dimensional/visual inspection
Metrology laboratory (dimensional)
Pyrometry laboratory (temperature)
Welcome your inquiry of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 forging forged steel parts
Following is the shape of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 forging steel material that we could do is:1.2779 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,1.2779 Forged forging steel rings seamless rolled rings,1.2779 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,X6NiCrTi26-15 Forged Forging Steel Discs Disks Blocks plates,1.2779 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
1.2779 is not a classic hot work tool steel, but a hardenable steel with an austenitic structure. Compared to quenched and tempered steels, the material does not generate its strength through a hardening structure with high carbon content and secondary hardening carbides, but through the precipitation of intermetallic phases from a tough austenitic matrix.1.2779 (X6NiCrTi26-15) has proved to be ideally suited for many tool steel applications in cold and hot work (e.g., for extrusion liners) up to 750 °C and is therefore an economic alternative to superior nickel base alloys.
Following is forging products of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 material that is used in following industry
1.2779 forged forging Electromagnetic Stirring Rolls Rollers for continuous casting machine
1.2779 Forging Copper brass Extrusion Dies, extrusion die case
1.2779 Forging forged Copper Aluminum Magnesium Extrusion Presses Container Liners Inner Intermediate Liners
1.2779 Forging Hot shear blades in rolling lines.
The raw material OF1.2779 FORGING Parts can be manufactured according to one of these three methods:
Method A: Air melt and vacuum refined (AM/VR),
Method B: Vacuum induction melted and vacuum arc refined (VIM/VAR).
Method C: Air melt and vacuum arc refined (AM/VAR).
FOllowing is chemical compostion of 1.2779 forged parts
Carbon, C (%): ≤ 0.08
Silicon, Si (%): ≤ 1.00
Manganese, Mn (%): ≤ 2.00
Phosphorus, P (%)≤: 0.030
Sulfur, S (%)≤: 0.030
Chromium, Cr (%): 13.5 ~ 16.0
Molybdenum, Mo (%): 1.00 ~ 1.50
Vanadium, V (%): 0.10 ~ 0.50
Nickel 24.0 ~ 27.0,
Titanium 1.90~2.30,
Boron 0.003~0.010
Following of 1.2779 forging parts heat treatment methods and mechanical property Delivery condition :
Soft annealing Temperature: 970 – 990 °C, 1 hrs
Cooling: air
Hardness: 850 MPa
Tempering Temperature: 710 – 730 °C, 16 hrs
Hardness: see tempering curve
Solution annealed or solution annealed and aged with following values:
0.2% yield strength Rp0,2 mind.: 650 MPa
Tensile strength Rm: 950 – 1150 MPa
The mechanical testing shall be performed on the qualification on its QTC representing the heat and heat treatment lot in accordance with ASTM A370, ASTM E8 or ISO 6892-1.
Hardness testing shall be in accordance with:
— ISO 6506-1 or ASTM E10, or
— ISO 6508-1 or ASTM E18.
—ISO 6507-1 or ASTM E384 maybe used if ISO 6506-1 or ISO 6508-1 cannot be applied due to size, accessibility, or other limitations.
CVN impact testing shall be in accordance with ASTM E23 or any equivalent specification
All our forged 1.2779 forged parts will be done in following test
Tensile testing
Charpy Testing (-320°F to +350°F)
Hardness testing
Macro-etching
Non-Destructive Test Capabilities to Military and Commercial Standards (ASNT)
Level III / Test Examiner
Level II inspectors qualified to perform
Ultrasonic testing
Liquid penetrant inspection
Magnetic particle inspection
Dimensional/visual inspection
Metrology laboratory (dimensional)
Pyrometry laboratory (temperature) forged parts will be done in following test
Tensile testing
Charpy Testing (-320°F to +350°F)
Hardness testing
Macro-etching
Non-Destructive Test Capabilities to Military and Commercial Standards (ASNT)
Level III / Test Examiner
Level II inspectors qualified to perform
Ultrasonic testing
Liquid penetrant inspection
Magnetic particle inspection
Dimensional/visual inspection
Metrology laboratory (dimensional)
Pyrometry laboratory (temperature)
Welcome your inquiry of 1.2779,X6NiCrTi26-15 ,X6NiCrTi26.15 ,X6NiCrTi2615 forging forged steel parts
")

")

")
")