Description
Jiangsu Liangyi professional manufacturer of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 open die forging parts and seamless rolled steel forged rings from china
Following is the shape of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging steel material that we could do is:AMS 5704 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,AMS 5704 Forged forging steel rings seamless rolled rings,AMS 5704 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,AMS 5707 Forged Forging Steel Discs Disks Blocks plates,AMS 5706 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 material that is used in following industry
AMS 5704 Forged Forging Gas Compressor Turbine Blades steel Flat Rectangles Bars
AMS 5704 Forged Forging Gas steam turbine disks, turbine impeller,turbine blisk,turbine discs
AMS 5706 Forging Steel Forging Forged Gas Steam Turbine Doubled-headed Double end Studs Fasteners Bolts bolting
AMS 5707 Forging Steel gas steam Turbine Guide Rings,seal rings Labyrinth Rings Packing Seal Diaphragm & Seal Ring Rotor End Rings contours Casing Rings
AMS 5709 Forged Forging Steel Gas Steam turbine diaphragm diapharagm nozzles
AMS 5704 Forged Forging Gas Turbine LPT 1st & 2st 2nd Stg Stage Turbine Case Casings
AMS 5704 Forged Forging Steel power plant steam turbine control reheat valve disc Disk
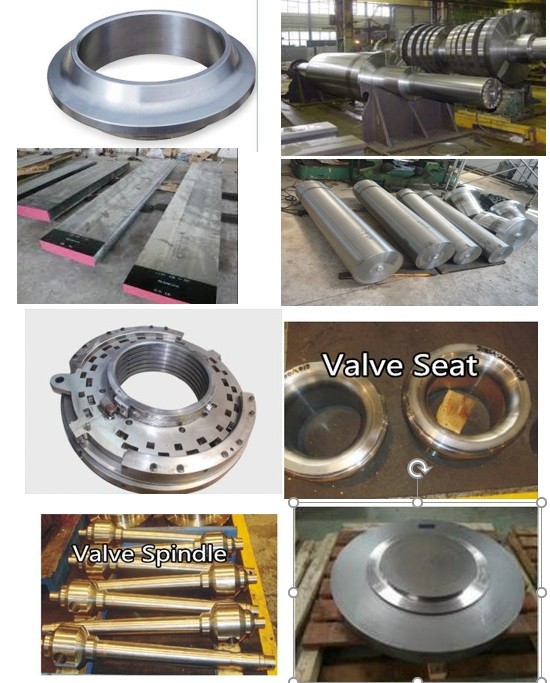
AMS 5706 Forged forging Gas Steam Turbine Valve Spindles/Stems/Rods,
AMS 5706 Forging Steel Gas Steam Turbine MSV/GV/CV/CRV Valve Seats, Valve Cores, Valve Sleeves Spools,,Main Steam Valve Covers Bonnets Sleeves
AMS 5708 forged material for nuclear power such as :Flow limiter Venturi forgings (steam generator),Forged tubes for pressurizer surge line,reactor nozzles and primary pump fly wheels, divider plates for steam generator,Latch housings, rod travel housings and funnel extension,end ring and rotor stack plate forgings,bearing housings and stator end cap and closure ring forgings,Containment plates, rings and closure heads,Waste Flasks and Mounting Skirt,RPV Upper Shell and HSG Shell,Shell Strakes and Transition Cones,Pressure Components,Lifting Pin Tools and Trunnions,Pressuriser Upper Head and Upper Shell,Steam Drumhead and Lifting Pintles
AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 is precipitation hardening, austenitic nickel-based alloy which is used in elevated temperature applications. This alloy has been used for gas turbine engine parts, which require considerable strength and corrosion resistance at temperatures up to 1600ºF (871ºC). Major applications of Waspaloy® are for highly stressed parts in the turbine section of jet engines, such as blades, vanes, rings and discs
The melting methods of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 is as follow:
Alloy shall be multiple melted using consumable electrode practice in the remelt cycle or shall be multiple vacuum melted. If consumable electrode remelting is not performed in vacuum, electrodes which have been produced by vacuum induction melting shall be used for remelting.
The heat treatment methods of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging parts is as follows:
AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 Forged Bars and forgings shall be heat treated as follows; pyrometry shall be in accordance with AMS 2750.
Solution Heat Treatment
Heat to 1975 °F ± 25 °F (1079 °C ± 14 °C), hold at heat for 4 hours ± 0.5 hour, and cool at a rate equivalent to an air cool or faster.
Stabilization Heat Treatment
Heat to 1550 °F ± 15 °F (843 °C ± 8 °C), hold at heat for 4 hours ± 0.5 hour, except that blade forgings shall be held at heat for 24 hours ± 1 hour, and cool in air.
Precipitation Heat Treatment
Heat to 1400 °F ± 15 °F (760 °C ± 8 °C), hold at heat for 16 hours ± 1 hour, and cool in air.
The AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forged parts shall be free from defects such as cracks, flakes, seams, segregation, non-metallic inclusionsand other defects which may affect the utility of the forgings.
Chemical composition of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging turbine parts is as
mechanical property of for AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forged round bars is as follow
SolTreated, Stabilization + Precipitation
Tensiel strength:Min 170KSI
Yield strength:Min 110KSI
Elongation:Min 15%
Hardness :34-44HRC
For NDT test for all our AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging parts, All Our NDT personnel are PCN and SNT-TC-1A qualified and certified in Non-Destructive Testing to level 2 or 3.All Our Level III and Level II industry certified NDT engineering team is trained inconventional and advanced techniques including radiography, ultrasonic, dye penetrant &magnetic particle to evaluate the material properties of a AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging material without damage.
Following is the shape of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging steel material that we could do is:AMS 5704 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,AMS 5704 Forged forging steel rings seamless rolled rings,AMS 5704 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,AMS 5707 Forged Forging Steel Discs Disks Blocks plates,AMS 5706 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 material that is used in following industry
AMS 5704 Forged Forging Gas Compressor Turbine Blades steel Flat Rectangles Bars
AMS 5704 Forged Forging Gas steam turbine disks, turbine impeller,turbine blisk,turbine discs
AMS 5706 Forging Steel Forging Forged Gas Steam Turbine Doubled-headed Double end Studs Fasteners Bolts bolting
AMS 5707 Forging Steel gas steam Turbine Guide Rings,seal rings Labyrinth Rings Packing Seal Diaphragm & Seal Ring Rotor End Rings contours Casing Rings
AMS 5709 Forged Forging Steel Gas Steam turbine diaphragm diapharagm nozzles
AMS 5704 Forged Forging Gas Turbine LPT 1st & 2st 2nd Stg Stage Turbine Case Casings
AMS 5704 Forged Forging Steel power plant steam turbine control reheat valve disc Disk
AMS 5706 Forged forging Gas Steam Turbine Valve Spindles/Stems/Rods,
AMS 5706 Forging Steel Gas Steam Turbine MSV/GV/CV/CRV Valve Seats, Valve Cores, Valve Sleeves Spools,,Main Steam Valve Covers Bonnets Sleeves
AMS 5708 forged material for nuclear power such as :Flow limiter Venturi forgings (steam generator),Forged tubes for pressurizer surge line,reactor nozzles and primary pump fly wheels, divider plates for steam generator,Latch housings, rod travel housings and funnel extension,end ring and rotor stack plate forgings,bearing housings and stator end cap and closure ring forgings,Containment plates, rings and closure heads,Waste Flasks and Mounting Skirt,RPV Upper Shell and HSG Shell,Shell Strakes and Transition Cones,Pressure Components,Lifting Pin Tools and Trunnions,Pressuriser Upper Head and Upper Shell,Steam Drumhead and Lifting Pintles
AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 is precipitation hardening, austenitic nickel-based alloy which is used in elevated temperature applications. This alloy has been used for gas turbine engine parts, which require considerable strength and corrosion resistance at temperatures up to 1600ºF (871ºC). Major applications of Waspaloy® are for highly stressed parts in the turbine section of jet engines, such as blades, vanes, rings and discs
The melting methods of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 is as follow:
Alloy shall be multiple melted using consumable electrode practice in the remelt cycle or shall be multiple vacuum melted. If consumable electrode remelting is not performed in vacuum, electrodes which have been produced by vacuum induction melting shall be used for remelting.
The heat treatment methods of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging parts is as follows:
AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 Forged Bars and forgings shall be heat treated as follows; pyrometry shall be in accordance with AMS 2750.
Solution Heat Treatment
Heat to 1975 °F ± 25 °F (1079 °C ± 14 °C), hold at heat for 4 hours ± 0.5 hour, and cool at a rate equivalent to an air cool or faster.
Stabilization Heat Treatment
Heat to 1550 °F ± 15 °F (843 °C ± 8 °C), hold at heat for 4 hours ± 0.5 hour, except that blade forgings shall be held at heat for 24 hours ± 1 hour, and cool in air.
Precipitation Heat Treatment
Heat to 1400 °F ± 15 °F (760 °C ± 8 °C), hold at heat for 16 hours ± 1 hour, and cool in air.
The AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forged parts shall be free from defects such as cracks, flakes, seams, segregation, non-metallic inclusionsand other defects which may affect the utility of the forgings.
Chemical composition of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging turbine parts is as
Table 1 - Composition
|
Element |
Min |
Max |
|
Carbon |
0.02 |
0.10 |
|
Manganese |
-- |
0.10 |
|
Silicon |
-- |
0.15 |
|
Phosphorus |
-- |
0.015 |
|
Sulfur |
-- |
0.015 |
|
Chromium |
18.00 |
21.00 |
|
Cobalt |
12.00 |
15.00 |
|
Molybdenum |
3.50 |
5.00 |
|
Titanium |
2.75 |
3.25 |
|
Aluminum |
1.20 |
1.60 |
|
Zirconium |
0.02 |
0.08 |
|
Boron |
0.003 |
0.010 |
|
Iron |
-- |
2.00 |
|
Copper |
-- |
0.10 |
|
Lead |
-- |
0.0005 (5 ppm) |
|
Bismuth |
-- |
0.00003 (0.3 ppm) |
|
Selenium |
-- |
0.0003 (3 ppm) |
|
Nickel |
remainder |
|
mechanical property of for AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forged round bars is as follow
SolTreated, Stabilization + Precipitation
Tensiel strength:Min 170KSI
Yield strength:Min 110KSI
Elongation:Min 15%
Hardness :34-44HRC
Grain Size Uniformity of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging bars
Uniformly mixed grain sizes are permissible. Segregated areas of coarse or fine grains shall not exceed 20% of any field at 100X magnification. Standards for acceptance may be agreed upon by purchaser and producer.
Stress-Rupture Properties at 1500 °F (816 °C) of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forged parts
A tensile specimen, maintained at 1500 °F ± 3 °F (816 °C ± 2 °C) while a load sufficient to produce an initial axial stress of 47.5 ksi (328 MPa) or higher is applied continuously, shall not rupture in less than 23 hours. The test shall be continued to rupture without change of load. Elongation after rupture, measured at room temperature, shall be not lower than 8% in 4D. Tests shall be conducted in accordance with ASTM E139.
The test of may be conducted using incremental loading. In such case, the load required to produce an initial axial stress of 47.5 ksi (328 MPa) or higher shall be used to rupture or for 23 hours, whichever occurs first. After the 23 hours and at intervals of 8 hours minimum, thereafter, the stress shall be increased in increments of 5.0 ksi (34.5 MPa). Time to rupture and elongation requirements shall be as specified
For NDT test for all our AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging parts, All Our NDT personnel are PCN and SNT-TC-1A qualified and certified in Non-Destructive Testing to level 2 or 3.All Our Level III and Level II industry certified NDT engineering team is trained inconventional and advanced techniques including radiography, ultrasonic, dye penetrant &magnetic particle to evaluate the material properties of a AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging material without damage.
Following is inspection standard of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging bars
ASTM E18 Rockwell Hardness of Metallic Materials
ASTM E139 Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials
ASTM E140 Conversion Tables for Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell
Hardness, Superficial Hardness, Knoop Hardness, Scleroscope Hardness, and Leeb Hardness
ASTM E354 Chemical Analysis of High-Temperature, Electrical, Magnetic, and Other Similar Iron, Nickel, and Cobalt
Alloys
The following are acceptance tests and shall be performed on each heat or lot of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging parts as applicable:
Composition of each heat.
Hardness , grain size uniformity , and stress-rupture properties of each lot of bars and forgings.
Tolerances of bars.
Periodic Tests
Welcome your inquiry of AMS 5704, AMS 5706, AMS 5707, AMS 5708, AMS 5709 forging parts
")
")
")
")
")
")