Description
Jiangsu Liangyi professional manufacturer of 1.4903,X10CrMoVNb9-1,X10CrMoVNb91,X10CrMoVNb9.1 open die forging parts and seamless rolled steel forged rings from china
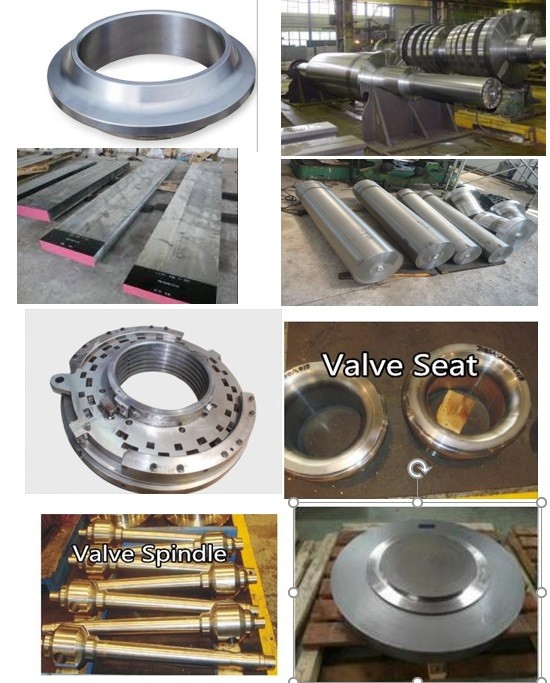
Following is the shape of 1.4903,X10CrMoVNb9-1,X10CrMoVNb91,X10CrMoVNb9.1 forging steel material that we could do is:1.4903 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,X10CrMoVNb9.1 Forged forging steel rings seamless rolled rings,X10CrMoVNb9-1 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,X10CrMoVNb9.1 Forged Forging Steel Discs Disks Blocks plates,X10CrMoVNb91 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of 1.4903,X10CrMoVNb9-1 that is used in following industry
1.4903,X10CrMoVNb9-1 forged forging steel valve body,valve bonnet.valve closure, valve seat rings, valve stems, valve discs disks for High pressure gate valves,High pressure globe valves, High Pressure Swing Check valve,High pressure valves steam turbine power valves, GAs TURBINE BYPASS VALVE,Line blind valves,Preheater bypass valve
1.4903 forged forging steel pipes tubes shells piping tubing barrels housing, tube sheets, nozzles, channel flanges for boiler, heat exchanger,pressure vessel
X10CrMoVNb9-1 Forged Forging Gas Compressor Turbine Blades steel Flat Rectangles Bars
X10CrMoVNb9-1 Forging Forged Steel Gas Turbine Wheels Discs turbine impeller turbine blisks
1.4903 forging/forged Steel Lateral Tees T-piece Wyes( Lateral Y-Piece, Eccentric Lateral Tee)
X10CrMoVNb9-1 Forged Forged Pumps suction side sealing jacket seal chambers jacket casings
X10CrMoVNb9-1 Forged Forging Swivel Ring Flanges
1.4903 Forging/Forged Forge Steel Wye Piece/Piggable Wyes
X10CrMoVNb9-1 Forged Forging Swept branches outlets steel fittings swept saddles
X10CrMoVNb9-1 Forged Forging Steel double studded adapter flange
1.4903,X10CrMoVNb9-1 Forged Forging venturi cone meter Body Bodies Blocks
1.4903,X10CrMoVNb9-1 forging steel Oil measurement valve Spool Ultrasonic flow meter bodies Body
X10CrMoVNb9-1 Forged Forging Steel double studded adapter flange
X10CrMoVNb9-1 Forged Forging Steel integral Mud Flange Flanged outlet Studded crosses
X10CrMoVNb9-1 Forged Forgig Steel nuclear reactor coolant pump Casing Shells body bodis blocks,nuclear reactor coolant pumps containment seal chamber Rooms,nuclear reactor coolant pumps containment seal chamber Rooms
1.4903 Forged Forging Steel Pressure Vessel STUDDING OUTLET
1.4903 Forged Forging Steel PUMP Casing cover.PUMP BARREL,pump impeller,pump shafts, pump housing, pump shells,pump body,pump wear rings
,X10CrMoVNb9-1 Forged Forging forge Steel transition Cone
X11CrMoWVNb9-1-1 is high-temperature resistant, martensitic (structure of heat-treatable material used) high-alloyed chromium-molybdenum-steel, which is used for mixed-pressure turbine elements by improved properties compared with common steel (10CrMo9-10). With its higher amount of chrome and molybdenum together with nitrogen (0,03-0,07%) and vanadium (> 0,18 %) it is possible to substitute nickel it still work at more than 500°C in permanent load,This grade is characterized by good mechanical behavior (creep yield strength and creep rupture strength) under long-term conditions at temperatures ≥ 500°C. Applications: power plant construction, mechanical engineering, power generation, fittings and accessories in boiler construction motor and furnace manufacturing
FOllowing is production standard of 1.4903,X10CrMoVNb9-1 forging steam turbine material
EN 10302: 2008 Creep resisting steels, nickel and cobalt alloysDIN 100216-2(10-/2007) Seamless steel tubes for pressure purposes.Non-alloy and alloy steel tubes with specified elevated temperature properties
DIN EN 10028-2 (09/2009) flat products made from steel for pressure tanks non-alloy and alloy steels with set properties in high temperatures
DIN EN 10088-1 (09/2005) Stainless steels Part 1: List of stainless steels
DIN EN 10216-2 (10/2007) seamless steel pipes under compression load; pipes out of non-alloyed and alloyed steel with set properties in high temperatures
DIN EN 10302 heat-resisting steel nickel-cobalt alloy
DIN EN 10302 (06/2008) heat-resisting steel nickel-cobalt alloy
FOllowing is melting methods of 1.4903,X10CrMoVNb9-1 forged stee parts:EAF + VD + LF / BEF + ESR
All our 1.4903,X10CrMoVNb9-1 forging steel rings can be release in 10204-3.2 certificate by following third party DNV-GL BUREAU VERITAS,LLOYD’S REGISTER,ABS, RINA,TÜV
FOllowing is chemical compostion of 1.4903 forging shells
| The chemical composition of the material shall comply with the table below: | ||||||||||||||||||||||||||||
| Percentage of mass [%] | ||||||||||||||||||||||||||||
| C | Si | Mn | P | S | Cr | Mo | Ni | Nb | V | Al | N | |||||||||||||||||
|
Ladle Analysis |
Min. | 8 | 20 | 30 | --- | --- | 80 | 85 | --- | 6 | 18 | --- | 30 | |||||||||||||||
| Max. | 12 | 50 | 60 | 20 | 10 | 95 | 105 | 40 | 10 | 25 | 40 | 70 | ||||||||||||||||
|
Part Analysis |
Min. | 7 | 17 | 27 | --- | --- | 79 | 81 | --- | 5 | 15 | --- | 25 | |||||||||||||||
| Max. | 14 | 54 | 64 | 25 | 15 | 96 | 109 | 45 | 12 | 28 | 45 | 75 | ||||||||||||||||
FOllowing is heat treat way and mechanical property for 1.4903,X10CrMoVNb9-1 forging steel pipes
Annealing
Heat to 730-780o
C, cool slowly in furnace or air. Structure is martensite.
Hardening
Harden from a temperature of 1040-1090o
C followed by air or oil quenching.
Mechanical properties of 1.4903 forged bars
| Guaranteed mechanical properties at room temperature | ||||||||||||||||||||||||||||
|
Direction of test piece |
Thickness tR [mm] | Min. Rp0,2 [MPa] | Rm [MPa] | Min. A [%] | ||||||||||||||||||||||||
|
longitudinal |
≤ 150 | ≥ 450 | 620 to 850 | ≥ 20 | ||||||||||||||||||||||||
| transverse | ≤ 150 | ≥ 450 | 620 to 850 | ≥ 18 | ||||||||||||||||||||||||
|
longitudinal |
> 150 to ≤ 500 | ≥ 450 | 600 to 830 | ≥ 20 | ||||||||||||||||||||||||
| transverse | > 150 to ≤ 500 | ≥ 450 | 600 to 830 | ≥ 18 | ||||||||||||||||||||||||
Guaranteed mechanical properties at elevated temperatures
|
Direction of test piece |
100 |
|
Min. Rp0,2 at temperature [°C] 300 |
|
|||||||||||
|
Longi transverse |
410 |
380 |
370 |
360 |
350 |
[MPa]
340 |
|
||||||||
Guaranteed impact energy
|
Direction of test piece |
Shape of test specimen |
Test temperature |
Min. Impact energy KV2 1) |
|
Longi, transverse |
V notch |
20°C (±5°) |
68 |
|
1) The mean value for a series of three specimens shall meet the specified value. An individual value may be less than the required value on condition it is not below 70% of the specified mean average value. |
|||
Volumetric examination of 1.4903 forged parts
A volumetric examination acc. EN 10228-3 by ultrasonic testing is required for forged parts.
Quality class 4 criteria acc. EN10228-3 shall be met.
A volumetric examination acc. EN 10308 by ultrasonic testing is required for rolled bars with diameter ≥ 30 mm.
Quality class 4 criteria acc. EN 10308 shall be met.
In both cases, the required scope of inspection is limited to the standard scope.
Surface examination of 1.4903 forged parts
The surface of the parts shall be examined. Testing shall be done either per magnetic particle inspection according EN 10228- 1
(quality class 3)or per penetrant testing acc. EN 10228-2 (quality class 3).
Exemption: For rolled bars, a surface examination is not compulsory.
Following is inspection standard of 1.4903,X10CrMoVNb9-1 forged parts
EN 10228-3: Non-destructive testing of steel forgings - Part 3: Ultrasonic testing of ferritic or martensitic steel forgings
EN 10308: Ultrasonic testing of steel bars
EN 10228- 1: Non-destructive testing of steel forgings – Part 1: Magnetic particle inspection
EN 10228-2: Non-destructive testing of steel forgings - Part 2: Penetrant testing
EN ISO 6892- 1: Metallic materials – Tensile testing – Part 1: Method of test at room temperature
EN ISO 6892-2: Metallic materials – Tensile testing – Part 2: Method of test at elevated temperature
EN ISO 148- 1: Metallic materials – Charpy pendulum impact test – Part 1: Test method
EN 10052: Vocabulary of heat treatment terms for ferrous products
EN ISO 4063: Welding and allied processes – Nomenclature of processes and reference numbers
EN 10204: Metallic products – Types of inspection documents
EN ISO 9001: Quality management systems – Requirements
A type 3.2 inspection certificate according EN 10204 of 1.4903,X10CrMoVNb9-1 forged parts shall be issued by the material manufacturer for the products. The inspection certificate shall include:
The results of the structure investigation (Photo picture 500:1)
Type of steel making process
hemical analysis of melting charge
Performed heat treatment data (heat treatment temperature, holding time, used cooling media)
Mechanical test results
Report of non-destructive testing (scope according applicable test standards)
The material manufacturer has to certify, that the material is conform to this specification.
For forged material (not bars within the meaning of EN 10273 [3]), the material manufacturer shall certify in addition,
that the material is also conform to EN 10222-2 [2].
The inspection certificate is a “documented information” according ISO 9001 [15]. For all documents a document number,
a revision status or an index number, a page number and the total number of pages are required.
If there are other test records linked to the inspection certificate, e.g. records of non- destructive testing,
reports of material laboratories or other documents, these test reports shall be included as appendix in the inspection certificate
(including their document number, revision status or index number, page number and total number of pages).
For issuing of the type 3.2 certificate according EN 10204 [14], the following shall be considered:
The manufacturer of the material must be hold an accreditation as material manufacturer according PED 2014/68/EU ,
annex I, chapter 4. The manufacturer´s authorized inspection representative shall be independent of the manufacturing department.
The required third party inspection agency shall be accredited as notified body according PED 2014/68/EU

")
")
")
")
")