
Description
We are proferssional forged forging Electromagnetic Stirring Rolls Rollers for continuous casting machine.strand guiding rolls,forged forging slab caster rolls roller for continuous casting machine,CCM rollers,Metallurgical Roller In-roll Electromagnetic Stirrer for Continuous Casting Machine,forged forging bender roller for slab casting plant,slag Slab continuous cast casting rolls caster rollers,forged forging CONTINUOUS CASTER ROLL FOR CONTINUOUS CASTING MACHINE ,Forged Segment Roll,Guide Roll,Hold Down Roll,Turn Table Roll,Hot Leveler Roll,Tension Levelling Roll,Deflector Roll for Continuous Casting Line from china
slab caster rolls roller rollers are the most imoprtant spart parts in the production of continuous casting, the working life of CCM rollers directly effect the production efficiency and production cost. Under the normal production, the temperature of casted strip will be 1100℃-1200℃ and speed of casted strip will be 0.3-1.2 m/min. The area temperature of rollers which touch strip change from 300℃ to 600℃ for turning a circle. So the working condition of CCM rollers under high temperature and moist environment.
Following is material that used on slab caster rolls
Forging 1.4980 X6NiCrTiMoVB25-15-2 material in Electromagnetic Stirring Rolls Rollers for continuous casting machine
Forged 1.2779,X6NiCrTi26-15 material in Metallurgical Roller In-roll Electromagnetic Stirrer for Continuous Casting Machine
A286,A-286 forging material in slag Slab continuous cast casting rolls caster rollers
AISI 4140 forging steel in CONTINUOUS CASTER ROLL FOR CONTINUOUS CASTING MACHINE
42CrMo4 forging steel in CCM rollers
1.8070,21CrMoV5-11 forging forged steel strand guiding rolls,forged forging slab caster rolls roller for continuous casting machine
The maximum diameter of forging steel slab caster rolls roller that we could produce is 2 meters, the maximum length of Electromagnetic Stirring Rolls Rollers for continuous casting machine that we could produce is 8 meter
We could make forged, heat treatment fianl amchined as per clients drawing of slag Slab continuous cast casting rolls caster rollers
Following is inspection standard of forged forging CONTINUOUS CASTER ROLL FOR CONTINUOUS CASTING MACHINE
EN 10083-1: Quenched and tempered steels -Technical delivery conditions for special steels
EN 10002-1: Metallic materials -Tensile testing -Part 1:method of test at ambient temperature.
"EN 10002-5: Metallic materials -Tensile testing -Part 5:method of testing at elevated temperature
EN 10045-1: Charpy impact test on metallic materials -Test method."
ISO 6506-1: Metallic materials -Brinell hardness test -Part 1:Test method.
FOllowing is chemical compostion and mechanical property of 1.8070,21CrMoV5-11 forged forging bender roller for slab casting plant
| CHEMICAL COMPOSITION | ||||||||||||||
| ELEMENT | SYMBOL | WEIGHT % | ||||||||||||
| Carbon | C | 0.17÷0.25 | ||||||||||||
| Silicon | Si | 0.30÷0.60 | ||||||||||||
| Manganese | Mn | 0.30÷0.60 | ||||||||||||
| Chromium | Cr | 1.20÷1.50 | ||||||||||||
| Nickel | Ni | 0.60≤ | ||||||||||||
| Molybdenum | Mo | 1.00÷1.20 | ||||||||||||
| Phosphorus | P | 0.035≤. | ||||||||||||
| Sulphur | S | 0.035≤. | ||||||||||||
| Vanadium | V | 0.25÷0.35 | ||||||||||||
| MECHANICAL PROPERTIES | ||||||||||||||
| Mechanical properties in the quenched and tempered condition -at +20℃ | Test according to: | |||||||||||||
| Yield strength (1 | ≥540 N/mm² | EN 10002-1 | ||||||||||||
| Tensile stress | 690÷830 N/mm² | |||||||||||||
| Elongation | ≥18% | |||||||||||||
| Cross section reduction | ≥25 % | |||||||||||||
| Hardness | 230÷280 HB | ISO 6506-1 | ||||||||||||
| mpact strength (KV method) | ≥54 J | EN 10045-1 | ||||||||||||
| Mechanical properties in the quenched and tempered condition-at 400℃ | Test according to: | |||||||||||||
| Yield strength(1 | ≥400 N/mm² | EN 10002-5 | ||||||||||||
| (1) Or=0,2 %Proof strength if no yield occurs. | ||||||||||||||
FOllowing inspection certificate of 1.4980 X6NiCrTiMoVB25-15-2 and 1.2779,X6NiCrTi26-15 forging Electromagnetic Stirring Rolls Rollers for continuous casting machine
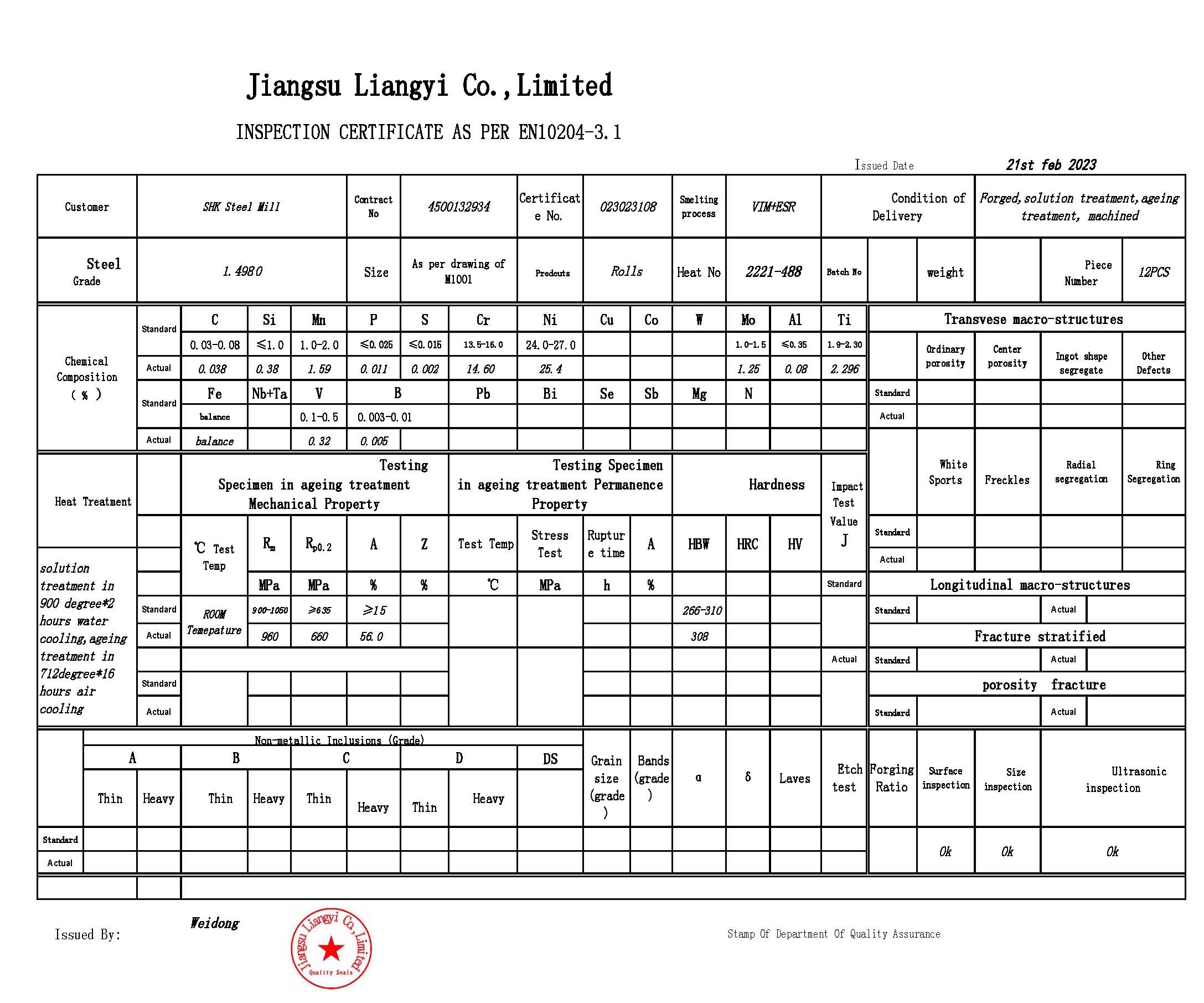
ALl our finished forging steel Slab caster rolls roller for continuous casting machine should be accepted by the QC department of the manufacturer by conducting the following
examinations:
1) external examination;
2) a check of dimensions and marking;
3) chemical composition examination;
4) mechanical tests;
5) macrostructure examination;
6) residual stress measurement;
7) ultrasonic testing;
8) periscopic testing.

")
")
")
")
