Description
Jiangsu Liangyi professional manufacturer of 1.4913,19CrMoVNbN11-1,19CrMoVNbN111,19CrMoVNbN111 open die forging parts and forged steel gas steam turbine turbine blade vane steel ,turbo generator,Turbomachines,Turbomachinery,turbogenerator forging steel shafts factory from china
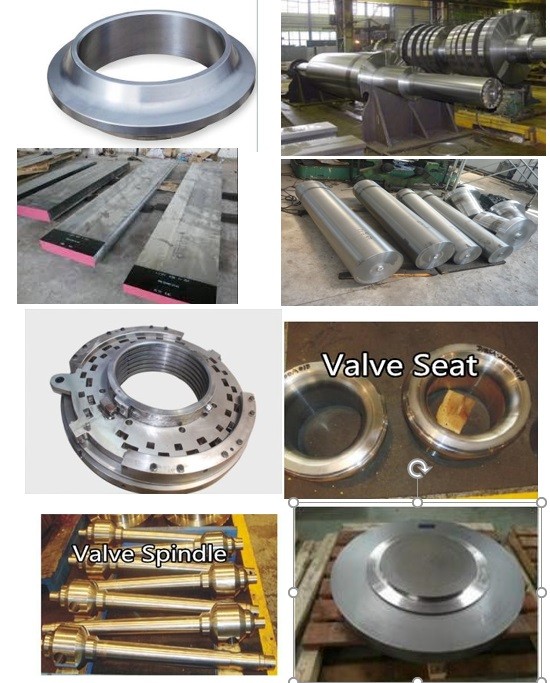
Following is the shape of 1.4913,19CrMoVNbN11-1,19CrMoVNbN111,19CrMoVNbN111 Forging steel material that we could do is:19CrMoVNbN11-1 Forged Steel round bars square bars Flat bars Rectangles Bars Rods, 19CrMoVNbN111 Forged forging steel rings seamless rolled rings, 1.4913 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,19CrMoVNbN11-1 Forged Forging Steel Discs Disks Blocks plates, 1.4913 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings. 19CrMoVNbN11-1 Forged Forging Steel Gas Steam Turbine Rotors Shafts,19CrMoVNbN111 Forged Forging Gas Compressor Turbine Blades turbine Vane steel Flat Rectangles Bars, 1.4913 Forged Forging Steel gas steam Turbine Guide Rings,seal rings Labyrinth Rings Packing Seal Diaphragm & Seal Ring Rotor End Rings contours Casing Rings,,19CrMoVNbN11.1 Forged forging Gas Steam Turbine Valve Spindles/Stems/Rods,1.4913 Forging Forged Gas Steam Turbine Doubled-headed Double end Studs Fasteners Bolts
19CrMoVNbN11-1 is Corrosion resistant high temperature martensitic steel for power engineering, turbine blades, bolts and nuts
Chemical composition for 19CrMoVNbN11-1 forged steel gas turbine blade steel as follows
Applicable Standards EN 10269; EN 10302
C 0,17-0,23
Si max. 0,50
Mn 0,40-0,90
P max. 0,025
S max. 0,015
Cr 10,0-11,5
Ni 0,20-0,60
Mo 0,50-0,80
V 0,10-0,30
N 0,05-0,10
Al max. 0,020
Nb 0,25-0,55
W 0,25-0,55
B max. 0,0015
Heat Treatment of 19CrMoVNbN11.1 forging steel bars is as follows:
19CrMoVNbN111 forged flat Bars shall be delivered in quenched and tempered condition
Quenched:1100-1130°℃/air or oil
Tempered:670-750°℃,min 2 hours
Minimum residual stress shall be achieved by selecting sufficient tempering times and cooling rates after tempering.Heat treatment of bundled items is not permissible.If it is necessary to straighten bars after the heat treatment,stress relief annealing is mandatory after completion of the overall straightening process.Stress relief annealing shall be performed at 20-3oC below the tempering temperature and with a slow cooling rate
Process parameters shall be selected with a view to achieving the lowest possible residua stresses.Distortion of the finish machined part caused by slight residual stresses from the olling and heat treatment process shall not occur
The following properties of X19CrMoNbVN11-1 forging turbine blade flat bars at room temperature must be demonstrated by the following tests
Mechanical properties of steel X19CrMoNbVN11-1 (1.4913)
Rm - Tensile strength (MPa) (+QT) 900-1050
Rp0.2 0.2% proof strength (MPa) (+QT) 750
KV - Impact energy (J) (+QT) +20° min 20
A - Min. elongation at fracture (%) (+QT) min 12
Z - Reduction in cross section on fracture (%) (+QT) mim 40
Brinell hardness (HBW): (+A) 302
FOllowing is Microstructure test for our all X19CrMoNbVN11-1 (1.4913) forging turbine blade steel
The examination of cleanliness must be performed in the centre of one bar perlot. It can be conducted before or after the heat treatment.
The microstructuremust be uniform and free from porosity, excessive segregation and other in-homogeneities. The following properties concerning delta ferrite and inclusionsshall be achieved: Delta ferrite content: < 5%(Determined in a manner consistent with the evaluation technique described in ASTME 45 1 Method A, "Worst Field Method" at V = 100, specimen orientation:longitudinal.
The distribution and size of delta frrite must be such that it does not result in indication inmagnetic particle testing of the ready-machined surface.)
Inclusion content per ASTM E 45/Method A.
"Thin series" inclusions: TypeA, B, c max.2, Type D max.2.5
"Heavy series" inclusions: TypeA, B, C, D max 1.5
Maximum number and size of globular inclusions (Type D):
IR(D)=n1 + 2.5n2s 10
IR (D) is converted to an area of 160 mm?.
n = number of globular inclusions.
n1 (25 um- 50 um); n2 (51 um- 75 pm).
The size pertains not only to the globular inclusions themselves, but also thesubsequent cavities, which can occur beside them. Inclusion and cavities, whichare > 75 pm are not allowed.
The grain size of X19CrMoNbVN11-1 forging bars must be measured at the softest and the hardest bar after all heattreatments are performed. The fllowing properties must be achieved:
Grain size 4 or finer per ASTM E112 or ISO 643. A deviation from the average grain size ofmore than 2 grain sizes is not permissible.
")
")

")
")
")