Description
Jiangsu Liangyi professional manufacturer of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090 open die forging parts and seamless rolled steel forged rings from china
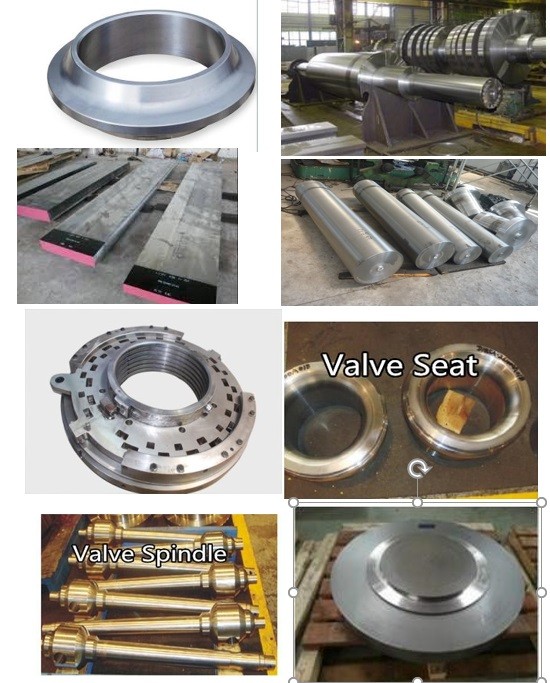
Following is the shape of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forging steel material that we could do is:Nimonic 90 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,Nimonic ALloy 90 Forged forging steel rings seamless rolled rings,Nimonic 90 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,UNS N07090 Forged Forging Steel Discs Disks Blocks plates,ALloy 90 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 material that is used in following industry
Nimonic ALloy 90 Forged Forging Gas Compressor Turbine Blades steel Flat Rectangles Bars
Nimonic 90 Forged Forging Gas steam turbine disks, turbine impeller,turbine blisk,turbine discs
ALloy 90 Forging Steel Forging Forged Gas Steam Turbine Doubled-headed Double end Studs Fasteners Bolts bolting
UNS N07090 Forging Steel gas steam Turbine Guide Rings,seal rings Labyrinth Rings Packing Seal Diaphragm & Seal Ring Rotor End Rings contours Casing Rings
ALloy 90 Forged Forging Steel Gas Steam turbine diaphragm diapharagm nozzles
Nimonic 90 forged forging hot working dies,tooling, die blocks,mould, mold.
Nimonic 90 Forged Forging Gas Turbine LPT 1st & 2st 2nd Stg Stage Turbine Case Casings
Nimonic 90 Forged Forging Steel power plant steam turbine control reheat valve disc Disk
ALloy 90 Forged forging Gas Steam Turbine Valve Spindles/Stems/Rods,
ALloy 90 Forging Steel Gas Steam Turbine MSV/GV/CV/CRV Valve Seats, Valve Cores, Valve Sleeves Spools,,Main Steam Valve Covers Bonnets Sleeves
NIMONIC Alloy 90 is a precipitation-hardenable nickel-chromium-cobalt alloy having high stress-rupture strength and creep resistance at temperatures to about 1700°F (920°C). Nimonic 90 also has good resistance to high-temperature corrosion and oxidation. Nimonic 90 is used for blades and discs in gas turbines, hot-working tools, and springs.
Forgings nimonic 90 maeterial shall be manufactured from steel produced by vacuum induction melting 1 electro-slag re-melting {VIM/ESR) or by vacuum induction melting 1 vacuum are re-melting (VIM/VAR) process.
The hot working shall be done in such a way that a uniform fine grained microstructure is achieved.
The NIMONIC 90 forged material shall undergo the following heat treatment:
Solution Treatment - 1080 °C (1975 °F) for 8 hours + air cool or oil/ water quench
Precipitation Heat Treatment (As per BS HR2) - 700 °C (1290 °F) for 16 hours + air cool
The forgings nimonic 90 forged parts shall be free from defects such as cracks, flakes, seams, segregation, non-metallic inclusionsand other defects which may affect the utility of the forgings.
Chemical composition of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forging turbine parts is as
The chemical composition of NIMONIC 90 is as follows:
Nickel (Ni): ≥50%
Chromium (Cr): 18-21%
Molybdenum (Mo): 15-21%
Iron (Fe): ≤1.5%
Titanium (Ti): ≤2%
Copper (Cu): ≤0.2%
Manganese (Mn): ≤1%
Silicon (Si): ≤1%
Carbon (C): 0.13-0.20%
Sulfur (S): ≤0.015%
mechanical property of for Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forged round bars is as follow
0.2% Proof strength (N/mm'):Minimum 752MPA
Tensile Strength(N/mm'):Minimum 1175MPA
Elongation(lo= 5d) (96):Minimum 30%
Reduction In area (%):Minimum 47%
Impact Energy (J)':20J
Hardness in HB:305-405
.
Following is the shape of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forging steel material that we could do is:Nimonic 90 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,Nimonic ALloy 90 Forged forging steel rings seamless rolled rings,Nimonic 90 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,UNS N07090 Forged Forging Steel Discs Disks Blocks plates,ALloy 90 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 material that is used in following industry
Nimonic ALloy 90 Forged Forging Gas Compressor Turbine Blades steel Flat Rectangles Bars
Nimonic 90 Forged Forging Gas steam turbine disks, turbine impeller,turbine blisk,turbine discs
ALloy 90 Forging Steel Forging Forged Gas Steam Turbine Doubled-headed Double end Studs Fasteners Bolts bolting
UNS N07090 Forging Steel gas steam Turbine Guide Rings,seal rings Labyrinth Rings Packing Seal Diaphragm & Seal Ring Rotor End Rings contours Casing Rings
ALloy 90 Forged Forging Steel Gas Steam turbine diaphragm diapharagm nozzles
Nimonic 90 forged forging hot working dies,tooling, die blocks,mould, mold.
Nimonic 90 Forged Forging Gas Turbine LPT 1st & 2st 2nd Stg Stage Turbine Case Casings
Nimonic 90 Forged Forging Steel power plant steam turbine control reheat valve disc Disk
ALloy 90 Forged forging Gas Steam Turbine Valve Spindles/Stems/Rods,
ALloy 90 Forging Steel Gas Steam Turbine MSV/GV/CV/CRV Valve Seats, Valve Cores, Valve Sleeves Spools,,Main Steam Valve Covers Bonnets Sleeves
NIMONIC Alloy 90 is a precipitation-hardenable nickel-chromium-cobalt alloy having high stress-rupture strength and creep resistance at temperatures to about 1700°F (920°C). Nimonic 90 also has good resistance to high-temperature corrosion and oxidation. Nimonic 90 is used for blades and discs in gas turbines, hot-working tools, and springs.
Forgings nimonic 90 maeterial shall be manufactured from steel produced by vacuum induction melting 1 electro-slag re-melting {VIM/ESR) or by vacuum induction melting 1 vacuum are re-melting (VIM/VAR) process.
The hot working shall be done in such a way that a uniform fine grained microstructure is achieved.
The NIMONIC 90 forged material shall undergo the following heat treatment:
Solution Treatment - 1080 °C (1975 °F) for 8 hours + air cool or oil/ water quench
Precipitation Heat Treatment (As per BS HR2) - 700 °C (1290 °F) for 16 hours + air cool
The forgings nimonic 90 forged parts shall be free from defects such as cracks, flakes, seams, segregation, non-metallic inclusionsand other defects which may affect the utility of the forgings.
Chemical composition of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forging turbine parts is as
The chemical composition of NIMONIC 90 is as follows:
Nickel (Ni): ≥50%
Chromium (Cr): 18-21%
Molybdenum (Mo): 15-21%
Iron (Fe): ≤1.5%
Titanium (Ti): ≤2%
Copper (Cu): ≤0.2%
Manganese (Mn): ≤1%
Silicon (Si): ≤1%
Carbon (C): 0.13-0.20%
Sulfur (S): ≤0.015%
mechanical property of for Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forged round bars is as follow
0.2% Proof strength (N/mm'):Minimum 752MPA
Tensile Strength(N/mm'):Minimum 1175MPA
Elongation(lo= 5d) (96):Minimum 30%
Reduction In area (%):Minimum 47%
Impact Energy (J)':20J
Hardness in HB:305-405
.
FOllowing is one technical requirement of nimonic 90 forged steam turbine blade flat bars is as following:
| 2 Chemical Composition | ||||||||||||||||||||||||
| Chemical compositionshall conform to the percentages by weight shown in Table 1. | ||||||||||||||||||||||||
| Table 1- Chemical composition (Wt%) | ||||||||||||||||||||||||
| Content | C | Mn | Si | S | Cr | Co | Ti | Al | ||||||||||||||||
| minimum | - | - | - | - | 18.00 | 15.00 | 2.00 | 1.00 | ||||||||||||||||
| maximum | 0.13 | 1.00 | 1.00 | 0.015 | 21.00 | 21.00 | 3.00 | 2.00 | ||||||||||||||||
| Content | Zr | B | Fe | Cu | Pb | Bi | Ag | Ni | ||||||||||||||||
| minimum | - | - | - | - | - | - | - | Remainder | ||||||||||||||||
| maximum | 0.15 | 0.02 | 1.50 | 0.20 | 5ppm | 1 ppm | 5 ppm | Remainder | ||||||||||||||||
| 3 Suggested Heat Treatment | ||||||||||||||||||||||||
|
Solution heat treatment: heat to 1080 °C ± 10, hold atheat for 8 hours and cool at a rate equivalent to an air cool or oil quench or water quench. |
||||||||||||||||||||||||
|
Precipitation heat treatment: heat to 700 °C ± 10, hold at heat for 16 hours and cool in air. |
||||||||||||||||||||||||
| 4 Metallography | ||||||||||||||||||||||||
|
Maximum grain size shall not exceed ASTM No.3, determined in accordance with ASTM E112. |
||||||||||||||||||||||||
| 5 Mechanical Properties | ||||||||||||||||||||||||
| 5.1 Tension and Hardness | ||||||||||||||||||||||||
| Table 2- Tensile properties and hardness at ambient temperature in accordance with ASTM E8 (tensile | ||||||||||||||||||||||||
| test) and ASTM E10 (Brinell hardness) methods | ||||||||||||||||||||||||
| Condition |
Tensile strength (min) |
Yield strength 0.2% offset (min) |
Elongation A5 (min) |
Hardness (min)* |
||||||||||||||||||||
| MPa | MPa | (%) | HBW | |||||||||||||||||||||
| After precipitation | 1080 | 695 | 20 | 293 | ||||||||||||||||||||
|
* The hardness of the pieces shall be not lower than 293 HB. The difference in the hardness results of the pieces should not be more than ± 20 HB. The hardness of the pieces must be uniform. |
||||||||||||||||||||||||
| 5.2 Creep | ||||||||||||||||||||||||
| Table 3- Creep properties after aging in accordance with ASTM E139 and ASEM E292 methods | ||||||||||||||||||||||||
| Condition | Stress (MPa) | Temperature (°C) | Life (hours) | |||||||||||||||||||||
| After precipitation | 140 | 870 | 30 minimum | |||||||||||||||||||||
| 6 Nondestructive Analysis | ||||||||||||||||||||||||
| 6.1. Visual Examination | ||||||||||||||||||||||||
|
The product shall be uniform in quality and condition, sound, and free from cracks and foreign materials and from imperfections detrimental to usage of the product. |
||||||||||||||||||||||||
| 6.2. Fluorescent Penetrant Inspection | ||||||||||||||||||||||||
|
Fluorescent liquid penetrant examinationshall be done in accordance with EN ISO 3452- 1. All surfaces to be examined shall be free of Crack like linear indications The acceptance criteria shall be as specified in DIN EN 1371-2. All relevant linear grade can be max class-1 and nonlinear grade can be max class-2. Indications exceeding this severity are unacceptable in according of Table 4 and Table 5. |
||||||||||||||||||||||||
Table 4- Severity levels for liquid penetrant testing- Linear (LP) and aligned (AP) indications.

Table 5- Severity levels for liquid penetrant testing-Non Linear indication-Isolated (SP) or clustered (CP)

| 6.3. Radiography Examination | ||||||||||||||||||||||||
|
Radiography examination should be done in accordance with SAE AMS 2157 with acceptance criterion Garde A of Table 6. |
||||||||||||||||||||||||
| Table 6- Maximum permissible radiographic severity levels for discontinuities in investment casting 1 inch (25.4 mm) | ||||||||||||||||||||||||
| wall or less in accordance with ASTM E 192. | ||||||||||||||||||||||||
| Discontinuity | Grade A, inch | Grade B, inch | Grade C, inch | Grade D, inch | ||||||||||||||||||||
| 1/8 | 3/8 | 3/4 | 1/8 | 3/8 | 3/4 | 1/8 | 3/8 | 3/4 | 1/8 | 3/8 | 3/4 | |||||||||||||
| Gas holes | 1 | 1 | 1 | 3 | 3 | 3 | 5 | 5 | 5 | 7[1] | 7[2] | 7 | ||||||||||||
| Shrinkage, cavity | None | None | None | None | None | 1 | None | None | 3 | 1 | 2 | 5 | ||||||||||||
| Shrinkage, sponge | 1 | 1 | 1 | 2 [3] | 1 | 1 | 4 | 4 | 5 | 6 | 6 | 7 | ||||||||||||
| Shrinkage, dendritic | 1 | 1 | 1 | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | ||||||||||||
|
Shrinkage, filamentary |
None | None | None | None | None | 1 | None | None | 2 | None | None | 3 | ||||||||||||
|
Foreign material, less dense |
1 | 1 | 1 | 3 | 3 | 3 | 5 | 6 | 6 | 6 | 7 | 7 | ||||||||||||
|
Foreign material, more dense [4] |
1 | 1 | 1 | 3 | 3 | 3 | 5 | 6 | 6 | 6 | 7 | 7 | ||||||||||||
|
Cold shut, hot tear, or cold crack |
None | |||||||||||||||||||||||
| Misrun | None | |||||||||||||||||||||||
|
Core shift or mold ridge |
Not to exceed drawing tolerance | |||||||||||||||||||||||
|
Mold buckle, positive or negative |
Not to exceed drawing tolerance | |||||||||||||||||||||||
|
Excess metal in cracked core |
Not to exceed drawing tolerance | |||||||||||||||||||||||
|
Surface irregularities |
Not to exceed drawing tolerance | |||||||||||||||||||||||
|
Notes: [1] Excluding the single largest gas hole. [2] Excluding the crack-like discontinuities emitting from the gas holes. [3] Excluding the bottom half of the standard reference radiograph. [4] Use reference radiographic plates for foreign material less dense. |
||||||||||||||||||||||||
| 6.4 Ultrasonic Examination | ||||||||||||||||||||||||
|
Ultrasonic examination shall be done in accordance with ASTM E2375 which in, discontinuity responses exceeding the class AA of Table 7 are unacceptable. |
||||||||||||||||||||||||
| Table 7- UT acceptance criteria, discontinuity response, in (mm) | ||||||||||||||||||||||||
| Class |
Single Discontinuity Response |
Multiple Discontinuities |
Linear Discontinuity Length and Response |
Loss of Back Reflection Percent |
Noise | |||||||||||||||||||
| AA |
3/64 in. (1.19 mm) FB |
2/64 in. (0.794 mm) FB |
½ in. (12.7 mm) long 2/64 in. response (0.794 mm) FB |
50 |
alarm level |
|||||||||||||||||||
We have following inspection equipment to inspect of all our Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forging steel gas steam turbine parts
a well equipped chemical lab which carries out test analysis on the steel heats made in the steel mill
a well equipped lab which carries out mechanical tensile & resilience tests as well as creep tests
a metallurgic lab for structural macro-micro and inclusion micro metallurgic examinations, according to ISO 17025
non destructive UT/MP/LP tests carried out by experienced and qualified SNT-TA-1A operators
fixed and portable Brinell/3000/10 hardness check equipment
dedicated and certified equipment for dimensional controls.
All our forged Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forged gas turbine parts can be release en10204-3.1 certificate, or en10204-3.2 inspection certificate from following third party,3.2 mit TUV ,GL BV,DNV,ABS ,Lloyds Register of Shipping, RMRS ,RINA and so on
The following details shall be furnished in the test certificate of finished nimonic 90 forged steel:
Heat No. , and melting type.
Dimensional inspection
Details of heat treatment cycle followed.
Results of chemical analysis including tramp elements.
Results of mechanical tests, including hardness test. All individual values shall be reported.Results of ultrasonic tests
Results of surface crack examination
Confirmation of the visual inspection
Confirmation of the verification inspection
Results of additional tests called for in the drawing/order.
Welcome your inquiry of Nimonic ALloy 90, Nimonic 90, ALloy 90,UNS N07090,nimonic90 forging parts
")

")
")
")
")