Description
Jiangsu Liangyi professional manufacturer of Custom 450,XM-25,XM25,ASTM A564 (XM-25),UNS S45000,Alloy 450 open die forging parts and seamless rolled steel forged rings from china
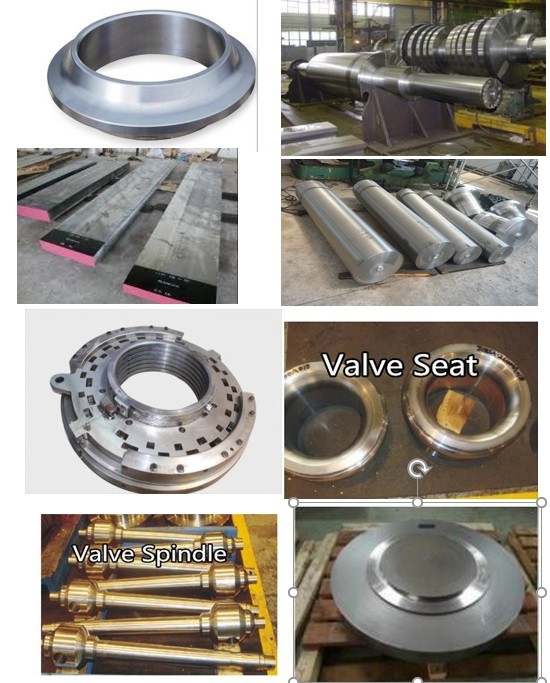
Following is the shape of Custom 450,XM-25,XM25,UNS S45000,Alloy 450 forging steel material that we could do is:Custom 450 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,XM-25 Forged forging steel rings seamless rolled rings,UNS S45000 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,Alloy 450 Forged Forging Steel Discs Disks Blocks plates,Custom 450 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of customs 450 material that is used in following industry
Custom 450 Forged Forging Gas Compressor Turbine Blades steel Flat Rectangles Bars
XM25 Forged Forging Gas steam turbine disks, turbine impeller,turbine blisk,turbine discs
UNS S45000 Forging Steel Forging Forged Gas Steam Turbine Doubled-headed Double end Studs Fasteners Bolts
Alloy 450 Forging Steel gas steam Turbine Guide Rings,seal rings Labyrinth Rings Packing Seal Diaphragm & Seal Ring Rotor End Rings contours Casing Rings
Custom 450 forged forging steel pump case, pump impeller, pump wear rings, pump shafts
UNS S45000 forged forging steel valve bonnet, valve body, valve closure, valve stems, valve seat rings, valve core, valve discs
Custom 450 forged forging steel pipes tubes shells piping tubing barrels housing, tube sheets, nozzles, channel flanges for boiler, heat exchanger,pressure vessel,reactors, heaters
The melting methods of Custom 450 forged steam turbine blade steel is as follows: The Steel shall be made using the basic electric furnace process with either the Electro-Slag Re-Melt (ESR) or Vacuum- Arc-Re-Melt(VAR) process. Alloy melting requirements shall be compatible with AMS5773E.
Custom 450 is a martensitic age-hardenable stainless steel which exhibits very good corrosionresistance (similar to that of Stainless Type 304) with moderate strength (similar to that of Stainless Type 410).
The alloy has a yield strength somewhat greater than 100 ksi (689 MPa) in the annealed condition, but is easilyfabricated. A single-step aging treatment develops higher strength with good ductility and toughness. It is normally used in Screens for the pulp and paper industry,Medical devices,Aircraft parts,Power generation applications,Chemical processing,Nuclear applications
XM25 forged steel parts shall be heat treated as follows;
- Solution treated, 1040 0C ± 15 0C, forced air cool or water quench and aged at 575 0C ± 5 0C. Solution treatment shall be 45 minutes minimum to 2.5 hr maximum.
Aging time temperature shall be 4.0 hr minimum followed by air cooling.
Heat treatment duration time could be revised in order to meet desired materiel requirements. If it is necessary to straighten UNS 45000 forged bars after the heat treatment,
stress relief annealing is mandatory after completion of the overall straightening process. Straightening operation shall
be performed after solution and before aging heat treatments. The chosen heat treatment must ensure that during the final machining of the bars ,
no geometrical changes resulting from residual stresses caused by the former manufacturing process are
allowed to occur.Temperatures refer to metal temperature at center of heaviest section. Ageing temperatureshall be determined by load thermocouples.
All times refer to time at temperature for center ofheaviest section.
The material shall be stress relieved (if needed) at a temperature at least 10 0C below thehighest aging temperature, but not lower than 540 0C. If these stress relief criteria are met, it isacceptable to report the mechanical properties determined prior to the straightening and stress
relief operations. If these stress relief criteria are not met, mechanical testing of the straightened and stress relieved material is required
FOllowing is chemical compostion of Custom 450 forged steel flat bars
Carbon 0.025-0.050
Manganese, max 1.00
Phosphorus, max. 0.025
Sulfur, max. 0.005
Silicon, max 1.00
Nickel 6.00-7.00
Chromium 14.00-16.00
Molybdenum 0.50-1.00
Copper 1.25-1.75
Columbium (Niobium)
0.30-0.50
8 × C min.
Vanadium, max 0.10
Nitrogen, max 0.03
Silver, max 0.005
Lead, max 0.005
Tin, max 0.05
Aluminum, max 0.05
Fe Balance
Mechanical properties of UNS S45000 forged round bars shall be tested at room temperature (23 ± 5degree),
- Longitudinal Tensile/Hardness/Impact Properties,
Table2- longitudinal Mechanical Properties
Ultimate tensile strength, Rm, MPa 965-1210
Conventional yield strength, Rp0.2,MPa, min 830
Elongation A,%, min 16
Reductionof Area,Z, %, min 50
Hardness Brinel 302-363
Impact Room Temp,Charpy ,J,min 68
Microstructure Testing of Custom 450 forging steel parts is following:
The examination of the cleanliness must be performed heat treatment batch. It can be conducted microstructure must be uniform and free from inhomogeneities.The location of microstructureAnnex. B.
Percentage of delta ferrite shall be maximumdistribution and size of delta ferrite must magnetic particle testing (Annex. A&B).
cleanliness requirement of ASTM E45, Method D, Maximum allowable inclusion rating of 2 for thin inclusion widths and 1½ for heavy inclusions widths. The sampling for microstructure testing shall be done according to the location determined in attachment.
The grain size must be measured according to ASTM E112 at the softest and the hardest bar per test unit after all heat treatments are performed. The following properties must be
achieved: An average prior austenitic grain size of ASTM No. 5 or finer with grains as large as ASTM No.3 as long as they surrounded by finer grains.
For our finished production of UNS 45000 forged steel bars should have following inspection report
Identification number, material number and designation, order number, drawing number,
Specification Number;
- Heat number, heat chemical analysis, melting method and product chemical analysis;
- Certificate of heat treatment including method of cooling, actual part temperature, holding
time, cooling condition and all re-heat-treatments by complete graphic temperature time;
- Nondestructive testing records,
- Results of all Mechanical Tests,
-Results of residual stress measurements (for process qualification),
- All probable deviation reports,
- Certification of NDT inspector,
- Dimensional and visual inspection report,
- Cleaning Verified
")
")

")

