Description
Jiangsu Liangyi is professional manufacturer of 1.4432,X2CrNiMo17-12-3,X2CrNiMo17123,X2CrNiMo17.12.3 open die forging parts and seamless rolled steel forged rings from china
Following is the shape of 1.4432,X2CrNiMo17-12-3,X2CrNiMo17123,X2CrNiMo17.12.3 forging steel material that we could do is:X2CrNiMo17-12-3 Forged Steel round bars square bars Flat bars Rectangles Bars Rods,X2CrNiMo17.12.3 Forged forging steel rings seamless rolled rings,1.4432 Forged Forging Steel Hubs housing shell Sleeves Bushes Bushing Cases Hollow Bars,1.4432 Forged Forging Steel Discs Disks Blocks plates,X2CrNiMo17-12-3 Forged Forging Steel Pipe Tubes Tubings Piping Shells Casings Case barrels Housings.
Following is forging products of 1.4432,X2CrNiMo17-12-3,X2CrNiMo17123,X2CrNiMo17.12.3 material that is used in following industry
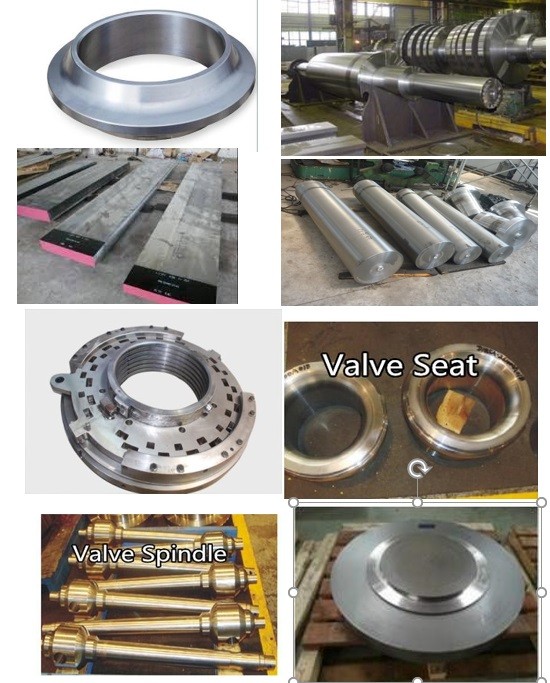
X2CrNiMo17-12-3 Forged Forging Valve Balls,valve Bonnets,valve Body Bodies ,valve Stems,valve closures, valve seat rings, valve core, valve discs,for H type two way 2‐way one way back pressure valves, ball valve,check valve,gate valve
X2CrNiMo17.12.3 Forged Forging Steel Butterfly Valve Main Shafts Spindles
1.4432 Forged Forging Swept branches outlets steel fittings swept saddles
X2CrNiMo17-12-3 Forged Forging downhole drilling tool Mud Motor Splined Drive shafts,Down hole Electric electrical submersible pumps ESP motor Splined Shaft
X2CrNiMo17.12.3 Forged Forging Steels Christmas Trees wellhead Spool Body Bodies cylinder
1.4432 Forged Forging venturi cone meter Body Bodies Blocks
1.4432 Forged Forging Steel gate valves Body Bodies bespoke flat bars
X2CrNiMo17-12-3 forged steel Flowseal cryogenic High Performance BV Butterfly Valves HPBV shaft
X2CrNiMo17-12-3 forging steel Oil measurement valve Spool Ultrasonic flow meter bodies Body
X2CrNiMo17.12.3 Forged Forging Steel double studded adapter flange
X2CrNiMo17.12.3 Forged Forging Steel integral Mud Flange Flanged outlet Studded crosses
1.4432 Forged Forging Steel Casing Heads,Tubing Heads,Casing Hangers,Tubing Hangers,Tubing Spools,Casing Spools,Spacer Spools
X2CrNiMo17.12.3 Forged Forgig Steel nuclear reactor coolant pump Casing Shells body bodis blocks,nuclear reactor coolant pumps containment seal chamber Rooms,nuclear reactor coolant pumps containment seal chamber Rooms
X2CrNiMo17.12.3 Forged Forging turbomachinery turbo centrifugal compressor Impeller,Compressor Shrouded Impellers
X2CrNiMo17.12.3 Forged Forging Steel Forged Single Double Bossed boss Blanks FLANGED BOSSES
X2CrNiMo17.12.3 Forged Forging Steel PUMP Casing cover.PUMP BARREL,pump impeller,pump shafts, pump housing, pump shells,pump body,pump wear rings,pump case casing.
1.4432 Forged Forging forge Steel transition Cone
1.4432 Forged Forging Steel Pressure Vessel Reactor Nozzles
X2CrNiMo17-12-3 forged forging steel pipes tubes shells piping tubing barrels housing, tube sheets,baffle plates, nozzles, channel flanges for boiler, heat exchanger,pressure vessel,reactors, heaters
1.4432 is an austenitic chromium-nickel-molybdenum steel with high corrosion resistance and good chemical resistance. As the material also has very good weldability, it is frequently used in chemical apparatus engineering.
FOllowing is production standard of 1.4432 forged parts
EN 10088-2: 2005 Stainless steels. Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes
EN 10088-3: 2005 Stainless steels. Technical delivery conditions for semi-finished products, bars, rods, wire, sections and bright products of corrosion resisting steels for general purposes
EN 10028-7: 2007 Flat products made of steels for pressure purposes. Stainless steels
EN 10222-5: 2000 Steel forgings for pressure purposes. Martensitic, austenitic and austenitic-ferritic stainless steels
EN 10217-7: 2005 Welded steel tubes for pressure purposes. Stainless steel tubes
EN 10296-2: 2005 Welded circular steel tubes for mechanical and general engineering purposes. Stainless steel. Technical delivery conditions
EN 10253-3: 2008 Butt-welding pipe fittings. Wrought austenitic and austenitic-ferritic (duplex) stainless steels without specific inspection requirements
EN 10253-4: 2008 Butt-welding pipe fittings. Wrought austenitic and austenitic-ferritic (duplex) stainless steels with specific inspection requirements
EN 10272: 2007 Stainless steel bars for pressure purposes
EN 10263-5: 2001 Steel rod, bars and wire for cold heading and cold extrusion. Technical delivery conditions for stainless steels
EN 10088-1: 2005 Stainless steels. List of stainless steels
EN 10088-5: 2009 Stainless steels. Technical delivery conditions for bars, rods, wire, sections and bright products of corrosion resisting steels for construction purposes
EN 10088-4: 2009 Stainless steels. Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for construction purposes
FOllowing is melting methods for 1.4432 forged bars
1 EAF: Electric Arc Furnace
2 EAF+LF+VD: Refined-smelting and vacuum degassing
3 EAF+ESR: Electro Slag Remelting
4 EAF+PESR: protective atmosphere Electro Slag Remelting
5 VIM+PESR: Vacuum induction melting
FOllowing is chemical compostion of X2CrNiMo17.12.3 forged steel rings
C max 0.03
Si max 1
Mn max 2
Ni 10.5 - 13
P max 0.045
S max 0.015
Cr 16.5 - 18.5
Mo 2.5 - 3
N max 0.11
Heat treatment way of 1.4432 forged bars is as follows
Supersaturation at 1050 - 1100 ℃ with quick cooling in water or air Rolling and forging at a temperature of 1150 - 850 ℃
Following of X2CrNiMo17-12-3 forging parts heat treatment mechanical property Delivery condition :
Tensile strength, Rm: 500 - 700 MPa
Yield point, Rp0,2: >200 MPa
Elongation, A: >40%
Modulus of elasticity, E: 200 GPa
Hardness, HB: <215
We have following forging production equipment for all our 1.4432 forging steel parts
6 mobile hearth heating furnaces with a loading capacity of 10t up to 80t, equipped with a centralized automatic controlled system of the heating cycles;
a 6.300 tons semiautomatic hydraulic press;
a 3.500 tons semiautomatic hydraulic press;
a 70 tons capacity manipulator;
a 36 tons capacity manipulator;
a 24 tons capacity manipulator;
a 12 tons manipulator on rails.
The capacity of our a wide range of ASTM A565/A565M XM32 forging parts is in different shapes and sizes, weighing up to 35 tons.
Qualification of manufacturing procedure of 1.4432,X2CrNiMo17-12-3forging parts
The Manufacturing Process Plan (MPP) shall be submitted to the approval of clients Material
& Process Engineering dept. clients before qualification procedure begins. It shall detail at least
the following:
• type of ingot (supplier, manufacturing process, dimensions, and tests to beperformed);
• forging process;
• heat treatment process;
• tests on component.
In general, dissection of the first piece within the terms detailed in the part specification is required.
This activity may be omitted, upon decision of clients, if the supplier has already proven to be able to successfully produce components of similar shape, dimensions and manufacturing
process.
Welcome your inquiry of 1.4432,X2CrNiMo17-12-3,X2CrNiMo17123,X2CrNiMo17.12.3 forging forged steel parts
")
")
")
")

")